




摘 要:首先针对整个装盒过程提出的整体方案进行了设计,通过运用PLC控制主机运行,并对吸盒、送说明书、送药等一系列不同阶段及过程进行控制,达到了设计目的。同时对于设备故障的反馈信号,总结出了一些设备故障解决方法。
引言ZHJ-80多功能装盒机的运行全部由可编程控制器进行控制,将各种规格的药板、中药制品、小型长体有规则物品及一些食品可靠地装入规格特定的纸盒中,将纸盒封好后送出,它适用于各种药品、食品、化妆品的包装及相关行业的小型器皿的包装。

ZHJ-80多功能装盒机的装盒工作流程如图1所示。由人工放置在折纸机上的说明书,在压缩空气及真空气的作用下,被吸入折纸机,按照要求被折叠成型后,经过旋转纸夹的输送,被送到走纸链条上,并由走纸链条带动走到推药工位等待推药。
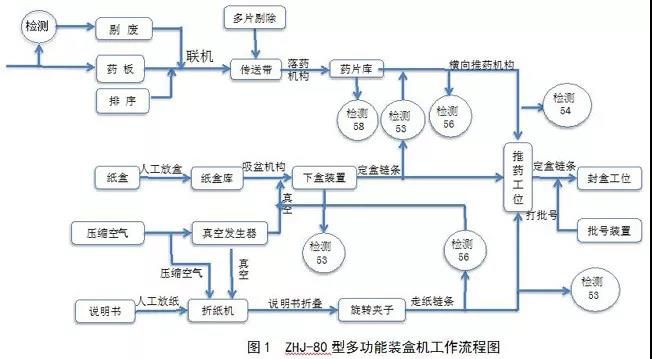
当位于前板的传送器S5检测到走纸链条上有说明书时,将反馈信号传递给主机控制中心——可编程控制器(简称PLC)。此时,PLC将控制真空的电磁阀在特定的时间产生真空,利用吸盒机构将由人工放置在纸盒库中的纸盒吸出,送到走盒链条上并开盒,然后由走盒链条带动走到推药工位等待推药。当纸盒正确地从库中被吸出,落在链条上时,位于下端的传感器S1无信号输出,当纸盒在被吸下过程中出现故障(如卡盒)时,压盒杆向上翘起,PLC发出控制信号,使主机停止运转,并等待故障排除后重新启动。当纸盒被正确吸下放入走盒链条上时,位于中间板上的传感器S3可以检测到有盒信号,PLC将控制横向推药机构在特定的时间内将药板从库中推出;当无纸盒时,PLC将控制横向推药机构在特定的时间内停止推药并使主机急停。当S3传感器正确无误地检测到信号时,纵向推药机构将药板及说明书推入盒中。在药板库的下方,装有一个推药检测传感器S4,当药板从库中推出时,如果发生卡药现象,则由传感器S9检测出来,并迅速反馈给PLC,在PLC的控制下实现急停刹车。当说明书、纸盒、药板都准确无误地到达推药工位后,即一起被纵向推药机构推入盒中。如果在此过程中出现卡滞现象,位于推药杆上的过载装置将起到作用。此时,传感器S6将发出信号,PLC控制主机停机。当药板和说明书推入盒中时,纸盒在走盒链条的带动下将继续向前移动。经过打批号装置,将钢字打上后进入封盒工位。在出口传送带上装有废品剔除装置,可以将前面药板检测有问题的废品全部剔除(特别是无说明书的小盒),以确保出来的小盒全部为合格品。
2 PLC的应用
2.1 操作界面ZHJ-80多功能装盒机采用的人机界面为EVIEW型MT506LV4CN,界面分为主界面、调试界面、自动界面、同步设置界面。
2.2 主电机启动
(1)在人机界面的“调试”界面上,按“电源”“启动”,PLC输出Y14、Y15指示灯亮,分别使KA2、KA3继电器工作。KA1启动变频器运转功能,电源通过变频器使主电机启动;KA2启动主机离合器。
(2)外部按钮“启动”SB1、“停机”SB3在人机界面的“调试”画面时,外部按钮按“启动”SB1开机,按“停止”SB2为定点停机功能,主机停止时“点动”SB2按钮为点动功能。
2.3 定点停机进入人机界面的“同步设置”画面,按“点动”设定定点停机范围,返回“调试”界面,按“启动”主机开始工作,按“停机”,主机运转到定点停机范围上升沿,PLC输出Y14、Y15指示灯灭,关闭变频器运转功能,主机停机。
2.4 吸盒功能进入人机界面的“同步设置”画面,按“点动”机器,设定吸盒工作范围。返回“调试”界面,启动“吸盒”按钮,开机,主机运转到设置吸盒工作范围内,PLC输出Y13指示灯亮,电磁阀YA1工作,开始吸盒。停止吸盒,PLC输出Y13指示灯灭,停止吸盒工作。
2.5 说明书功能进入人机界面的“同步设置”画面,按“点动”机器。设定吸说明书、吹说明书、挡说明书工作范围。返回“调试”界面。启动说明书按钮,开机,主机运转在吸说明书、吹说明书、挡说明书工作范围内。电磁阀YV6、YV、YV3工作,吸说明书、吹说明书、挡说明书动作。
2.6 送药功能点动“联机”,“联机”亮,PLC输出Y14指示灯亮,加料电机开始送料。
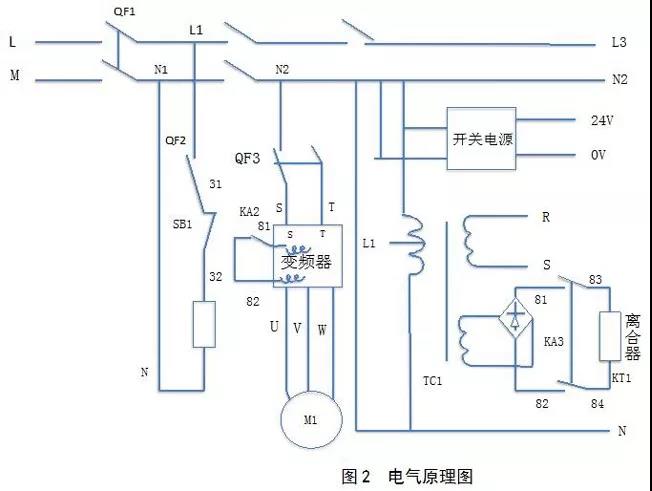
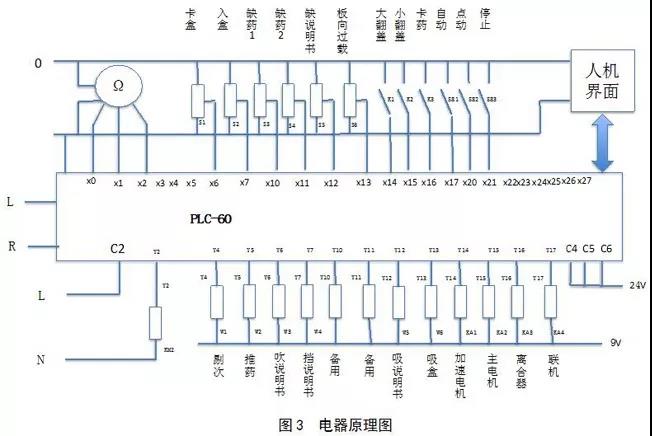
2.7 故障与报警各故障报警检测开关包括卡盒接近开关S1、S2、大翻盖开关ST1、小翻盖开关ST2、卡药开关S3,对应PLC的输入点X6、X7、X14、X15、X16。工作在人机界面的“调试”画面时,在整机工作中发生故障,立即停机,人机界面出现报警并指示故障处。故障排除后,按“复位”,整机恢复正常。电气原理如图2所示,电器原理如图3所示。
2.8 自动功能
打开“自动画面”点“电源”,电源亮,点“启动”,根据预先设置好的程序安全可靠地运行,出现故障显示“卡盒、入盒、大翻盖、小翻盖、卡药”,立即停机,排除故障后,按“复位”整机恢复正常,才能正常启动。
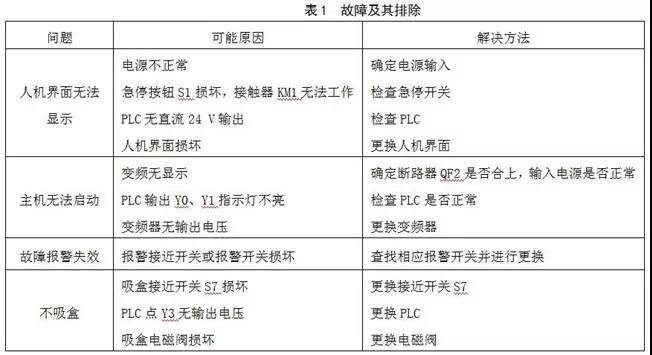
3 故障及其排除故障及其排除如表1所示。
4 结语
ZHJ-80多功能装盒机的运行全部由PLC进行控制,故障率极低,并且人机界面可以根据要求进行实际操作,极大地提高了整机设备的操作性能,是一种简便易用、性能稳定可靠、修改性强的系统。
[参考文献]
[1] 汪晓光,王艳丹.可编程序控制器原理及应用(上册)[M].北京:机械工业出版社,2003.
[2] 徐德,孙同景,陈桂友.可编程控制器(PLC)应用技术[M].2版.济南:山东科学技术出版社,2003.
[3] 台达电子工业股份有限公司.台达DVP-ES24使用手册[Z].
[4] 朱蕴璞,孔德仁,王芳.传感器原理及应用[M].北京:国防工业出版社,2005.
作者简介
方磊晶(1981—),男,江苏无锡人,工程师,研究方向:电子与计算机技术。